

Industrial buyers rarely complain about stamped parts because they “look wrong.” The real problems are usually quieter: a bracket hole shifts slightly, a metal clip does not sit flush, a formed component scratches during transport, or a stamped edge creates extra deburring work before assembly. These issues slow production, raise inspection pressure, and make OEM projects harder to control.
That is why choosing industrial stamping components is not only about price or drawing size. It is about material behavior, tooling stability, forming accuracy, surface quality, and packaging. At JHFIX, we support industrial buyers by combining stamping process control, hardware manufacturing experience, and organized packaging methods to help reduce variation across repeat orders.
Why Industrial Stamping Components Fail in Real Production
The first pain point is often dimensional drift. A sample may pass approval, but after mass production starts, tooling wear, material springback, and press pressure changes can gradually affect the final part.
Common production issues include:
- Hole position deviation affecting assembly alignment
- Burrs increasing secondary processing time
- Material deformation after forming
- Surface scratches during storage or transport
- Batch inconsistency between repeat orders
According to ISO manufacturing quality principles, stable process control is essential for repeatable industrial production. You can reference ISO’s quality management framework here: https://www.iso.org/iso-9001-quality-management.html
For buyers, the key question is simple: can the supplier keep the part stable after the first batch?
The Principle Behind Better Stamped Metal Performance
Stamping looks straightforward: metal sheet goes into a die, pressure forms the shape, and parts come out. But good stamping is less like cutting paper and more like controlling metal memory. Every sheet has elasticity. Every bend creates stress. Every punch affects edge quality.
Reliable industrial stamping components depend on several linked factors:
- Material ductility and hardness
- Die accuracy and wear control
- Press force stability
- Bend radius and forming sequence
- Surface finishing and packaging protection
If one factor is ignored, the finished component may still look acceptable but fail during assembly.
Standard Stamping vs Controlled OEM Stamping
For OEM production, the difference between basic stamping and controlled stamping becomes obvious over time.
| Comparison Item | Basic Stamping Supply | Controlled OEM Stamping |
|---|---|---|
| Dimensional consistency | Moderate | High |
| Hole position stability | ±0.3–0.5 mm typical drift risk | Better controlled with die inspection |
| Burr control | Requires frequent secondary work | Reduced through tooling maintenance |
| Rework rate | 6–12% in unstable runs | Often reduced to 2–5% |
| Packaging protection | Basic bulk packing | Separated or customized packing |
| Repeat order stability | Variable | More predictable |
These are practical industry ranges, not fixed laboratory values. The point is clear: controlled production reduces hidden cost, especially when parts are used in assembly lines or export projects.
Material Selection for Industrial Stamping Components
Material choice directly affects forming quality. A low-cost sheet may seem attractive, but if it cracks, rebounds, or deforms too much, the total cost rises quickly.
| Material Type | Formability | Strength Level | Typical Application | Selection Note |
|---|---|---|---|---|
| Carbon steel | High | Medium | General brackets, clips, supports | Cost-effective for indoor use |
| Stainless steel 304 | Medium | Medium-high | Outdoor or humid environments | Better corrosion resistance |
| Stainless steel 316 | Medium | Medium-high | Marine or chemical environments | Stronger corrosion protection |
| Aluminum alloy | High | Low-medium | Lightweight components | Good for electronics and light structures |
| Galvanized steel | Medium | Medium | Electrical cabinets, hardware parts | Balanced protection and cost |
ASM International also emphasizes that metal formability, hardness, and processing behavior strongly influence final part quality. Reference: https://www.asminternational.org
Practical Solution: How JHFIX Improves Production Stability
A reliable supplier does not wait until final inspection to find problems. The better method is to control the process before defects appear.
At JHFIX, our approach focuses on:
- Reviewing drawings and application requirements before production
- Matching material choice with forming and load requirements
- Controlling die accuracy and press stability
- Checking key dimensions during production
- Using suitable packaging to reduce scratches, mixing, and deformation
You can learn more about our manufacturing background on the About Us page, and review our product scope through the Products page.
A Realistic Case: Reducing Assembly Adjustment Time
One OEM buyer using stamped mounting plates had a recurring issue. The parts were not severely defective, but workers needed extra time to adjust alignment during installation. The root cause was not the drawing. It was gradual die wear and inconsistent material springback.
After improving tooling checks and adding in-process inspection:
- Hole alignment became more stable
- Assembly adjustment time dropped by about 18%
- Rework related to fitting issues decreased by around 30%
- Packaging separation reduced surface scratches during delivery
This is the kind of improvement that does not always appear in the unit price, but it shows up clearly in production efficiency.
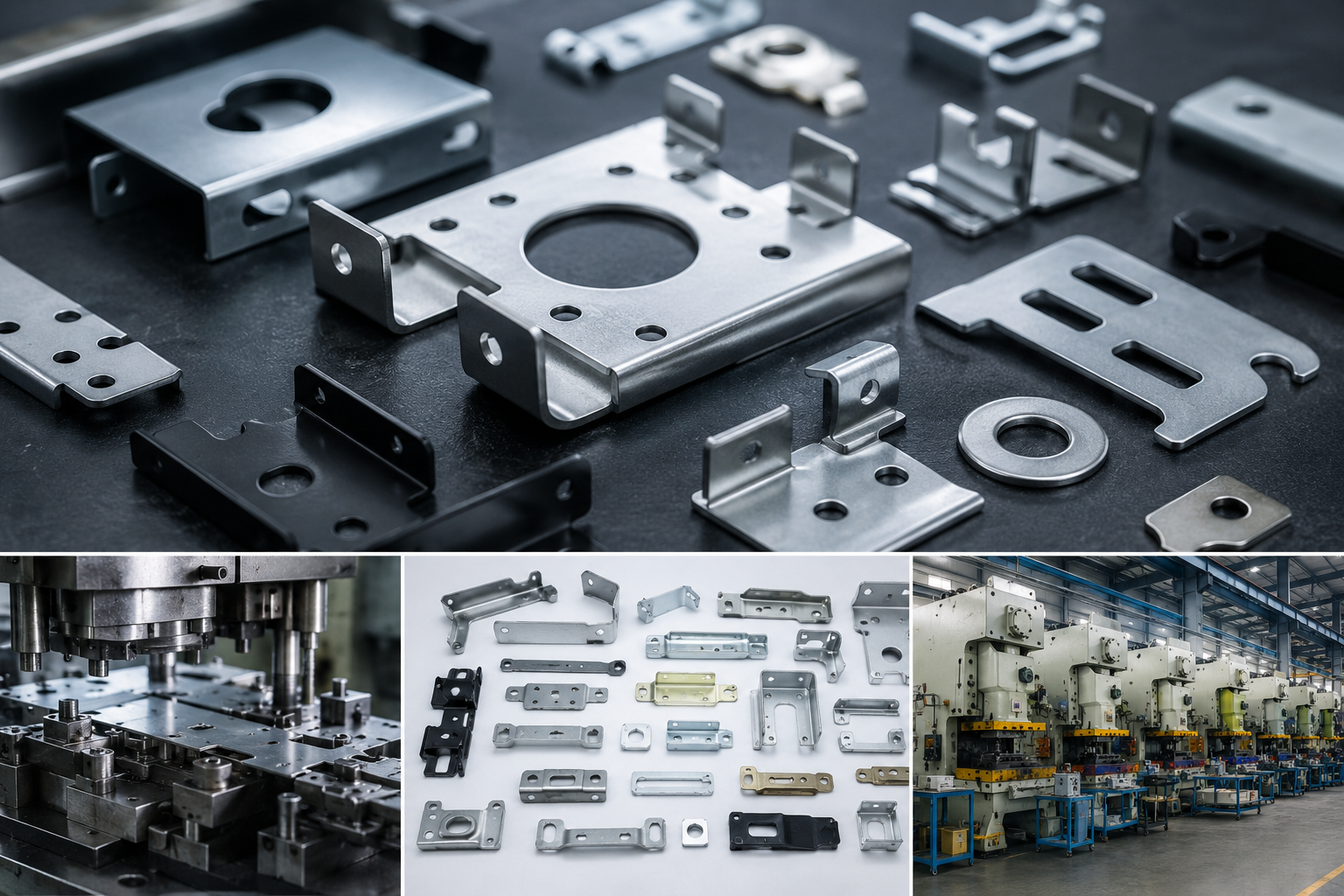
Where Industrial Stamping Components Are Commonly Used
Industrial stamping components are widely used in:
- Electrical cabinets and control boxes
- Furniture hardware and structural connectors
- Machinery brackets and mounting plates
- Automotive and equipment assemblies
- Export hardware kits and OEM product systems
Different applications require different priorities. A furniture connector may focus on smooth assembly and surface finish. A machinery bracket may require stronger load performance. An electrical enclosure part may need corrosion protection and accurate hole alignment.
For more technical questions before sourcing, buyers can also review the FAQ page.
Selection Guide: What Buyers Should Confirm Before Ordering
Before placing a bulk order, buyers should confirm:
- Material grade and thickness
- Key tolerance requirements
- Hole diameter and position accuracy
- Surface treatment expectations
- Burr and edge requirements
- Packaging method
- Inspection standard
- Repeat order stability
This checklist helps avoid a common mistake: approving a sample without confirming how the supplier will keep production stable later.
Frequently Asked Questions
Q1: What is the main quality risk with industrial stamping components?
Dimensional inconsistency is the most common risk. It often comes from tooling wear, unstable press force, or material springback.
Q2: How can OEM buyers reduce rework in stamping projects?
Buyers should confirm material behavior, tooling control, in-process inspection, and packaging before mass production starts.
Q3: Does packaging matter for stamped components?
Yes. Poor packaging can cause scratches, deformation, mixing, and extra sorting time during assembly.
Building Stable OEM Production with Better Stamping Control
Industrial stamping is not only about shaping sheet metal. It is about keeping each part consistent enough to support real assembly work. When material selection, tooling precision, inspection, and packaging are aligned, industrial stamping components become easier to install, easier to manage, and more reliable across repeat orders.
JHFIX provides stamping hardware, fasteners, and packaging support for OEM and industrial buyers who need stable supply rather than one-time production. For project evaluation, product matching, or custom packaging discussion, you can reach us through the Contact Us page.

